Die Nachfrage nach zusätzlicher Kühlleistung führte bei Mettler-Toledo zu unerwartet positiven Erkenntnissen. Statt vieler einzelner Kühlgeräte wurde eine Prozess-Kältemaschine zusammen mit einem zentralen Wärmerückkoppelungssystem installiert. Dank der modularen Bauweise können laufend weitere Anlagen an dieses System angeschlossen werden.
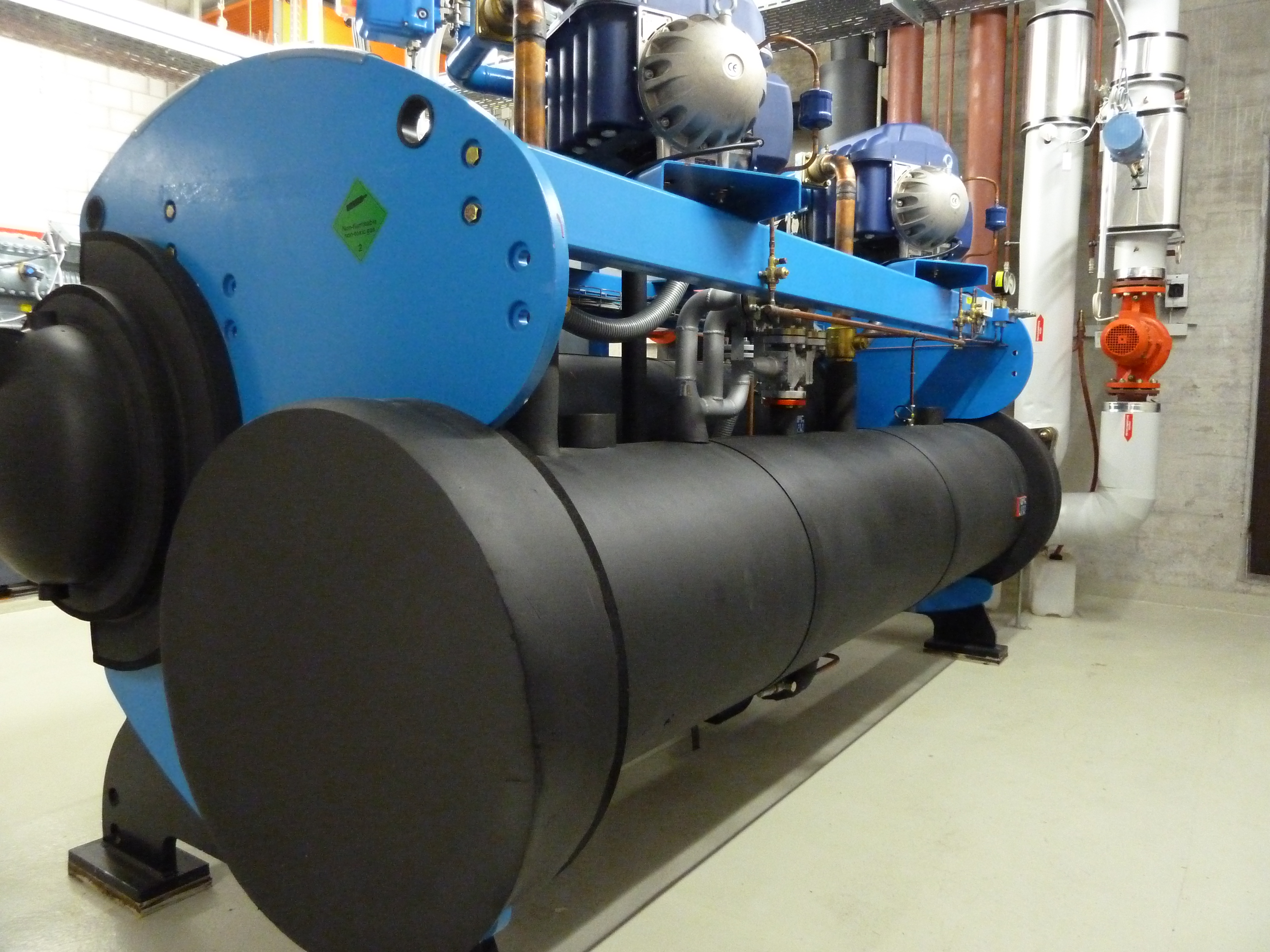
Zentrale Prozess-Kältemaschine statt viele einzelne Kühlgeräte
Auf Grund zusätzlich benötigter Kühlleistung bot sich bei Mettler-Toledo die Gelegenheit, das gesamte Kühlsystem für die Produktion in Nänikon komplett zu hinterfragen. In einem ersten Schritt wurde statt einer grossen Anzahl Kühlgeräte direkt an den Produktionsmaschinen zu installieren, eine zentrale Prozess-Kältemaschine zusammen mit einem zentralen Wärmerückkoppelungssystem beschafft. Die zurückgewonnene Prozess-Wärme wird unter anderem für die Aufbereitung von trockener Luft (Entfeuchtung) sowie zum Heizen hauptsächlich während den Übergangsphasen genutzt und deckt mittlerweile zwischen 15 - 20% des gesamten thermischen Energiebedarfs ab. Dank der modularen Bauweise können laufend weitere Anlagen an dieses System angeschlossen werden.
Kältemaschine mit Propan
In einem weiteren Schritt kam die Forderung, im Sommer aus Gründen der Produktqualität grosse Produktionsflächen zu klimatisieren. Dank der neuen, mit einem natürlichen Kältemittel ausgerüsteten Kältemaschine (Propan), der Ausserbetriebnahme eines Eisspeichers und den im ersten Schritt realisierten Massnahmen konnte trotz Verdoppelung der klimatisierten Fläche der dafür benötigte Energiebedarf gesenkt werden.
Auf die Prozessleistung bezogener Energieverbrauch
Im Rahmen von Ersatzbeschaffungen und Kapazitätserweiterungen werden am Standort Nänikon immer wieder neue Produktionsmaschinen beschafft und an die oben beschriebene HLK-Infrastruktur angeschlossen.
In Zusammenarbeit mit dem Hersteller und der ETH Zürich wurde der Energieverbrauch einer Werkzeugmaschine detailliert auf Energieeinsparpotentiale analysiert. Es zeigte sich, dass trotz einer nachträglich installierten Power-Safe-Funktion nur ein geringer Anteil des gesamten Energieverbrauchs der Werkzeugmaschine für die eigentliche Metallbearbeitung aufgewendet wurde, der ungeregelte Rest wurde für die Kühlung des Bearbeitungsprozesses sowie für die benötigte Druckluft aufgewendet – ein klassischer, starr auf die Nenn- statt Prozessleistung bezogener Energieverbrauch ohne grossen Nutzen, der zudem trotz Anschluss an die zentrale Wärmerückgewinnung nach ergänzender Kühlleistung verlangte.
Diese Erkenntnisse flossen rechtzeitig in die Beschaffungsvorgaben für eine neue Werkzeugmaschine ein und bilden nun die Basis für neue Beschaffungsrichtlinien für Produktions- und Infrastrukturanlagen. So kann rechtzeitig und mit vernachlässigbaren Zusatzkosten während der gesamten Einsatzdauer der Anlagen signifikant Energie eingespart werden. Teilweise konnten diese Erkenntnisse auch für einen Retrofit der bestehenden Anlage einfliessen.